Mobile Profile Gauge with 300 mm measurement range
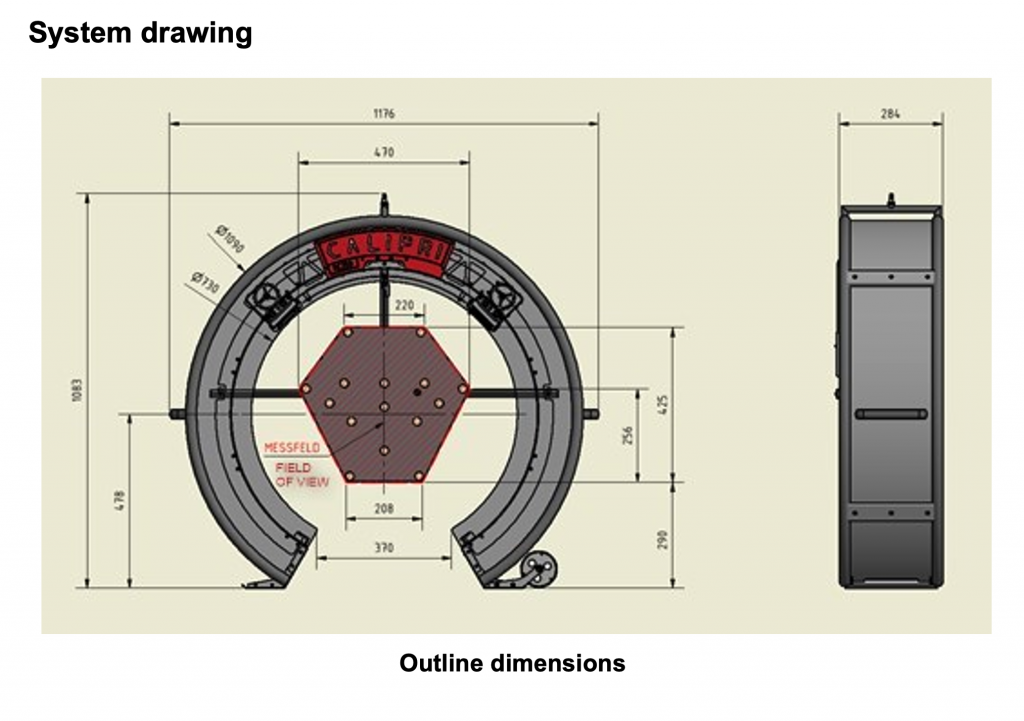
CALIPRI RC350 is a contactless portable profile measurement device that both considerably speeds up and simplifies work processes in the steel mill. It provides reliable measurement data between passes on hot profiles – efficiently and accurately. Since the RC350 is a portable measuring system, you can place the device at any point in the rolling mill. The C-frame of the housing allows CALIPRI to be used during rolling operation.
The measurement device is powered by a rechargeable battery and uses WiFi to communicate with the tablet PC, meaning that no cabled connections are required. This is a key advantage as it ensures working conditions on the hot rolled material are safe: You can leave the hot area while the measurements are being taken. The CALIPRI RC350 is protected against the high temperatures and water in the rolling. If the conditions for the device become too harsh, an alarm is triggered automatically.
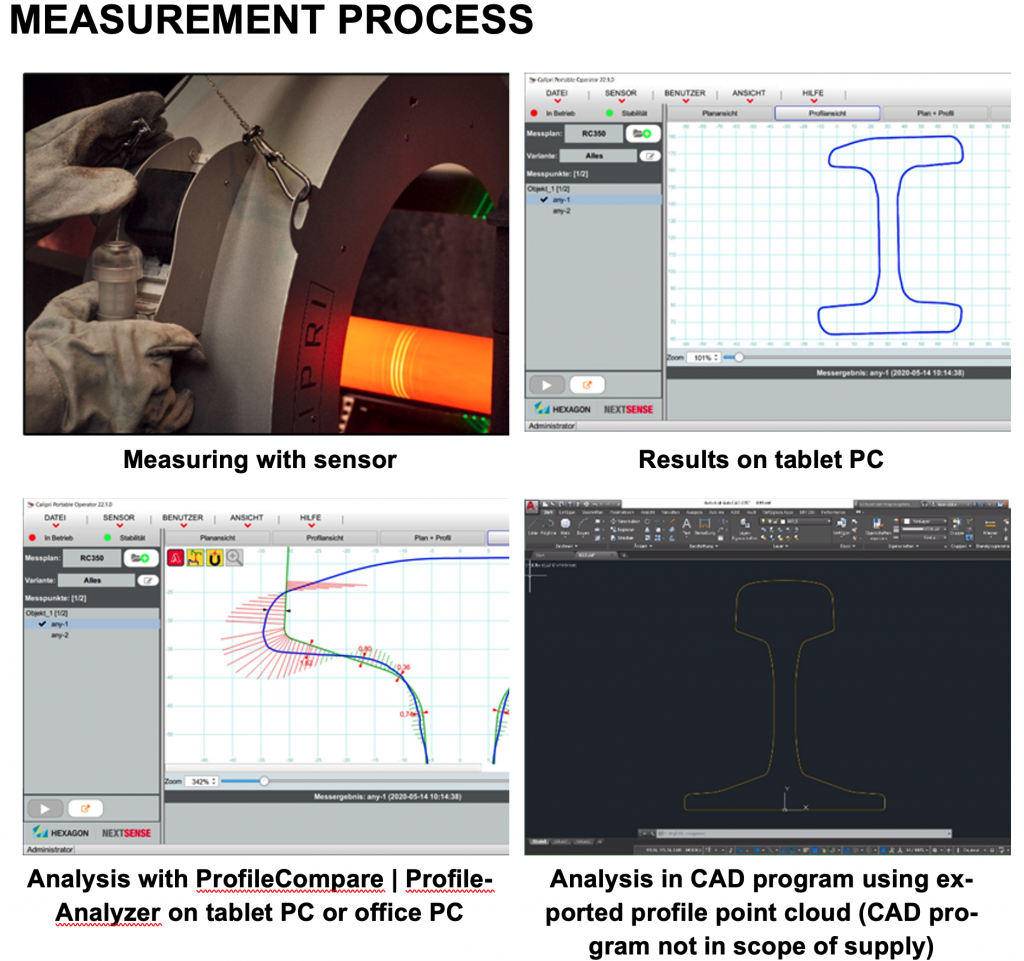
When taking measurements with the CALIPRI RC350, the measurement object is scanned from all sides and angles. This enables even the most complex profile shapes and indentations to be captured.
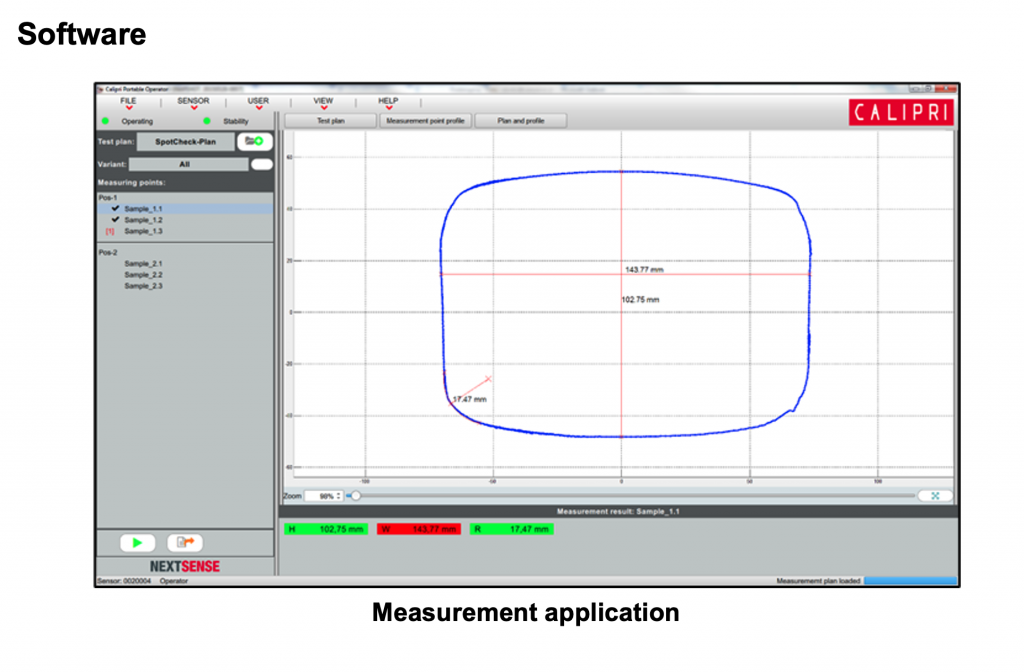
The measurement result is shown immediately on the tablet PC for instant analysis. Furthermore, the profile data can be exported as point cloud for comparisons and analysis in a CAD program.
Mobile Profile Gauge with 150 mm measurement range
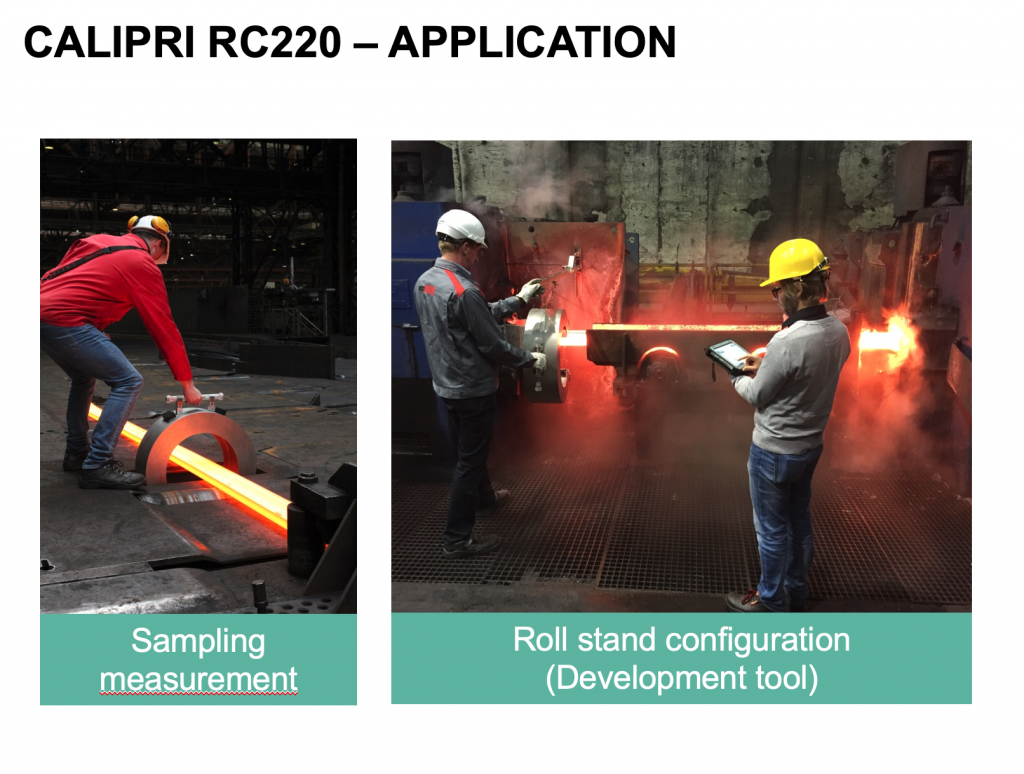
CALIPRI RC220 is a contactless portable profile measurement device that both considerably speeds up and simplifies work processes in the steel mill. It provides reliable measurement data between passes on hot profiles – efficiently and accurately. Since it is a portable measuring system, you can place the device at any point in the rolling mill. The C-frame of the housing allows CALIPRI RC220 to be used during rolling operation.
The measurement device is powered by a rechargeable battery and uses WLAN to communicate with the supplied tablet PC, meaning that no cabled connections are required. This is a key advantage as it ensures working conditions on the hot rolled material are safe: You can leave the hot area while the measurements are being taken. CALIPRI RC220 resists the high temperatures for the time of your spot measurement and is water protected. If the conditions for the device become too harsh, an acoustic and visual alarm is triggered. When taking measurements with CALIPRI RC220, the measurement object is scanned from all sides and angles. This enables even the most complex sections to be analysed. The profile is shown immediately on the tablet PC and deviations can be analysed.
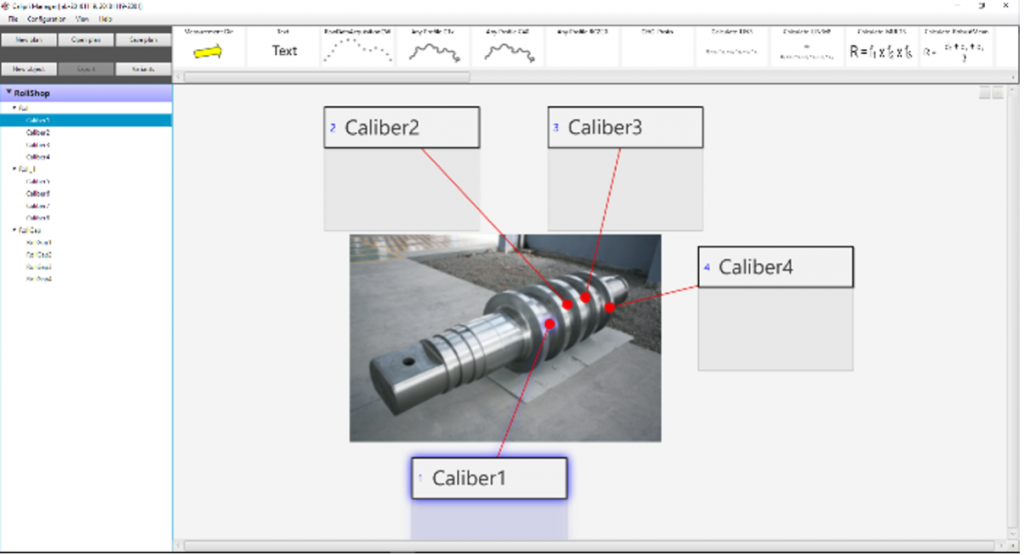
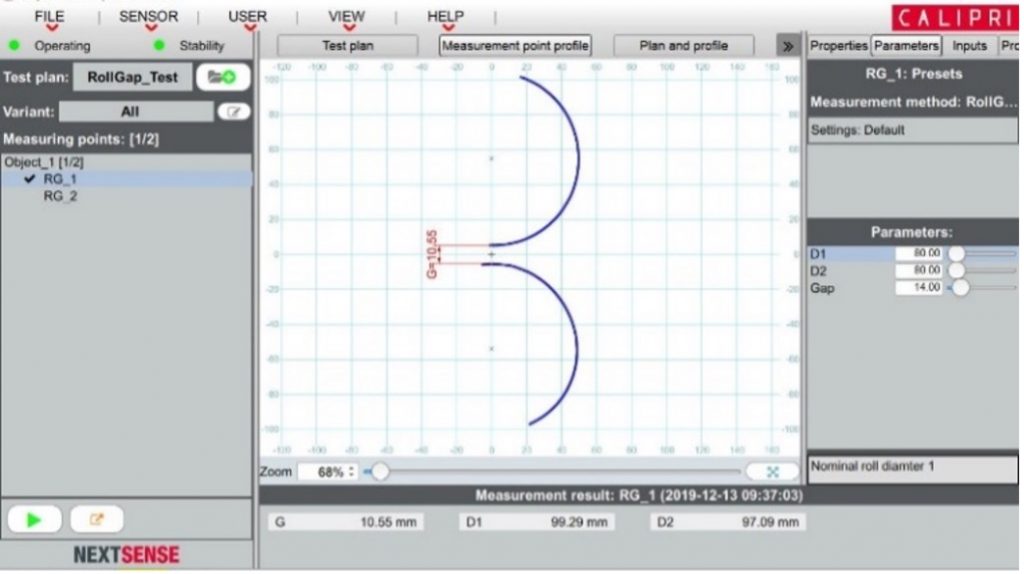
The CALIPRI C42 RollShop Bundle is designed for the fast and highly accurate measurement of roll dimensional properties in the steel mill. The bundle features two measurement methods:
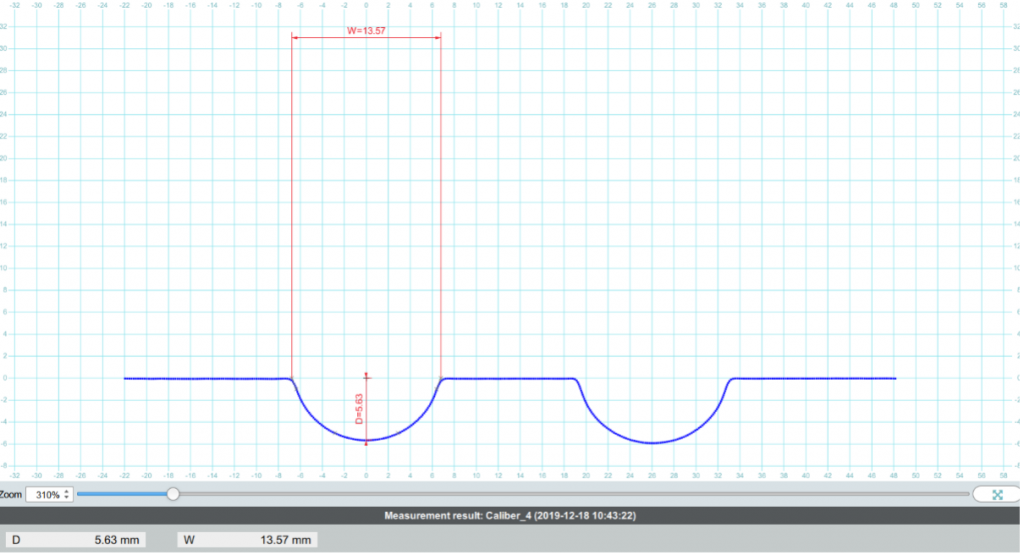
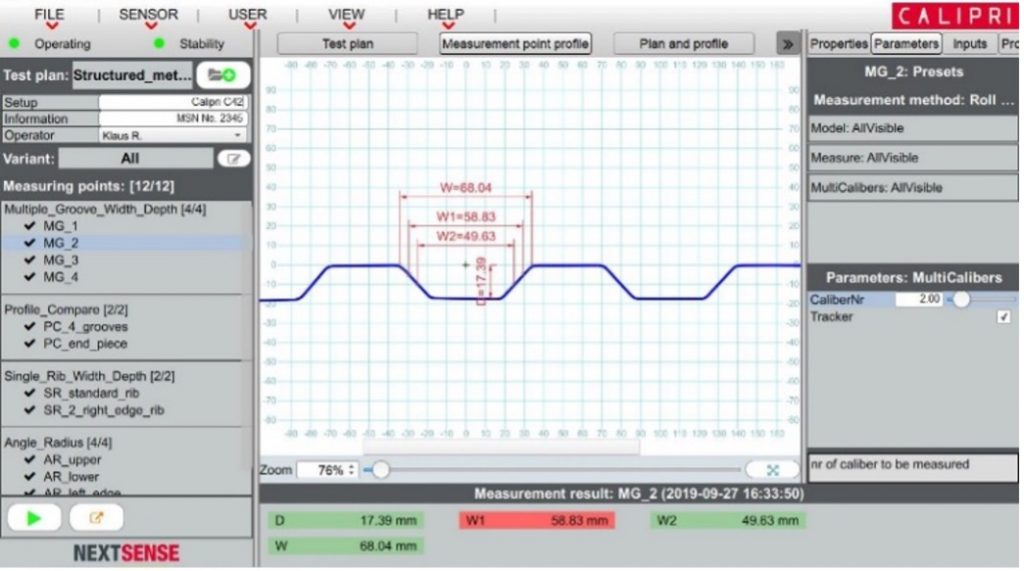
The method Roll Caliber enables the measurement of depth and width of multiple grooves in a roll caliber. Up to ten grooves can be measured with one single hand-guided measurement scan. Additionally, the feature ProfileCompare can be used to examine the wear of the grooves using a graphical overlay of the groove curve before and after extensive usage. Regular measurement of the roll calibers is crucial in order to assure a constant long product quality and optimize the roll lifetime.
The method Roll Gap is used for the measurement of the minimum gap between two flat roll sections. This parameter is important in order to produce long rolled products or metal sheets with specified thickness.
The measurement with the CALIPRI C42 handheld sensor is carried out easy and fast. Due to the patented CALIPRI principle the results are extremely reliable: roll and tilt corrections are done by the device automatically in order to generate highly precise, reproduceable and user-independent results.
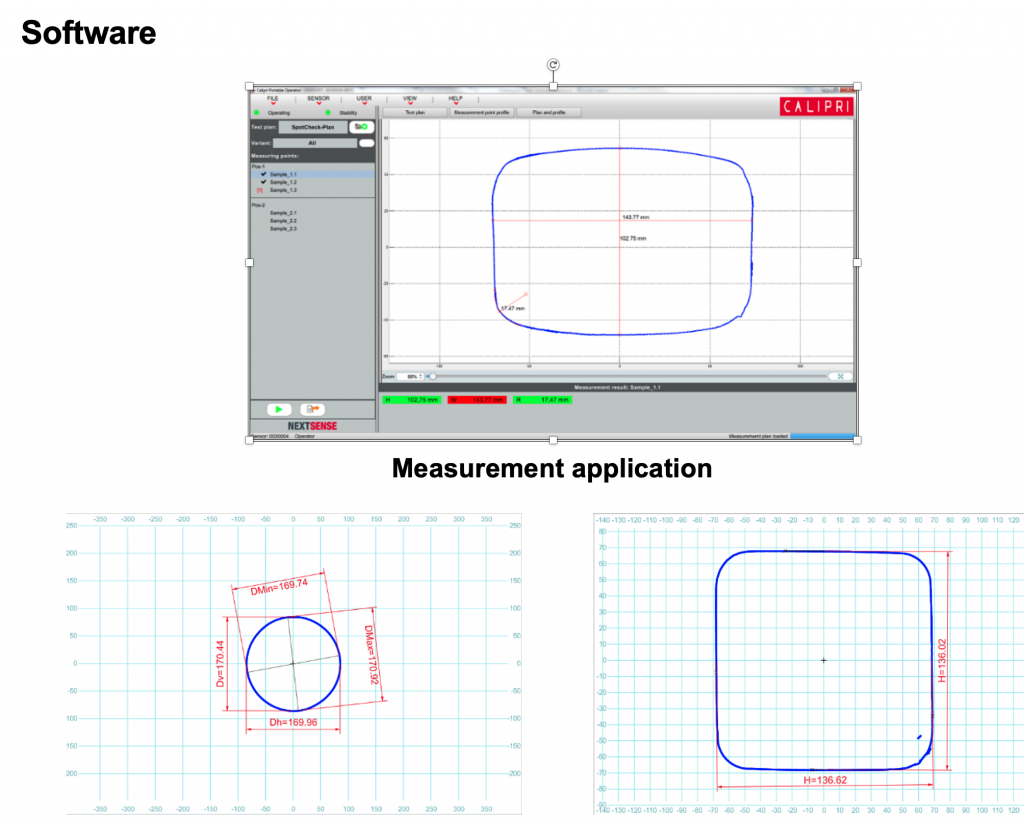
Measurement plans can be created by drag & drop in the software CALIPRI Manager. The user defines the position of the measurement points, the measurement method and the tolerance ranges of the results. Afterwards, the profile is recorded by a swiveling movement of the CALIPRI sensor. The measurement software CALIPRI Portable Operator then automatically calculates the dimensional results which are displayed both on the tablet PC and on the sensor itself with color coded tolerance classes. Additionally, the captured profile can be compared with reference data by using the featureProfileCompare. The measurement results can be transferred easily via Ethernet, Bluetooth, USB or wireless – allowing print as well as export of the results and profile curves in a variety of common file formats.
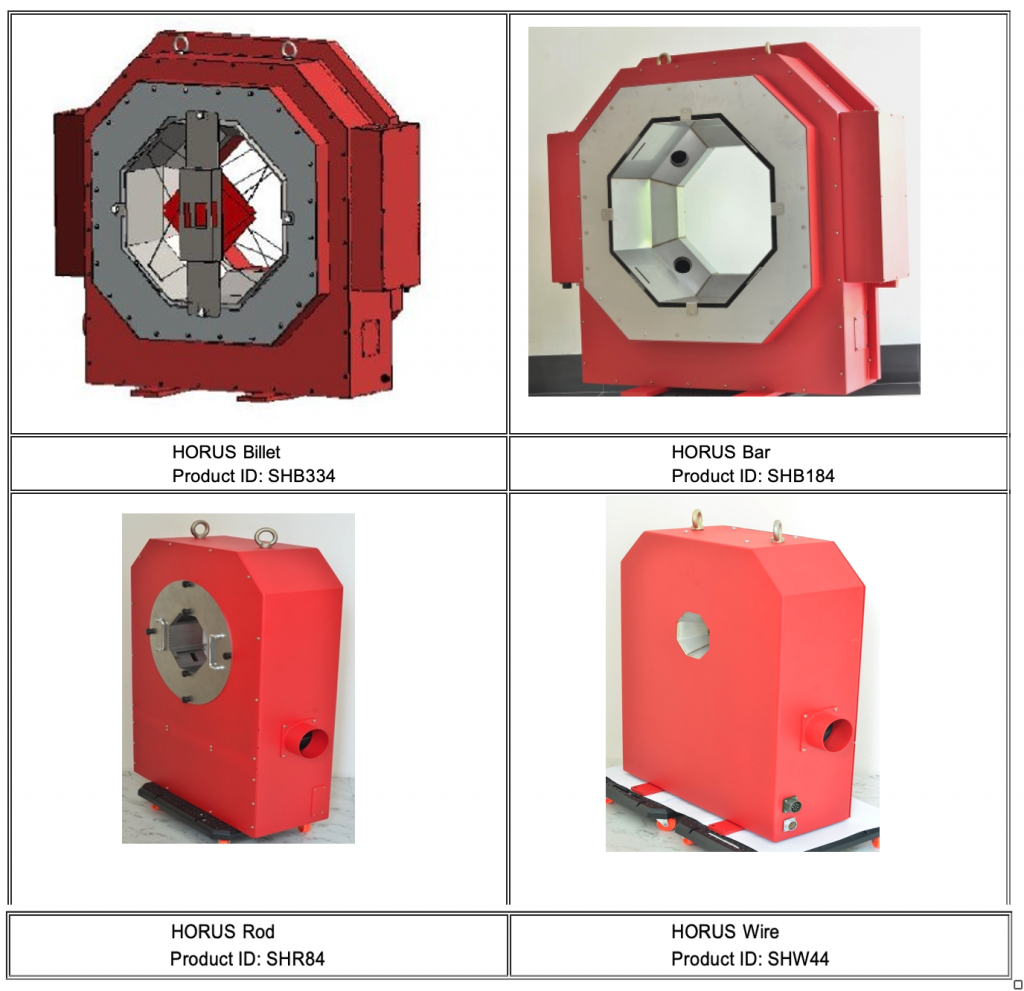
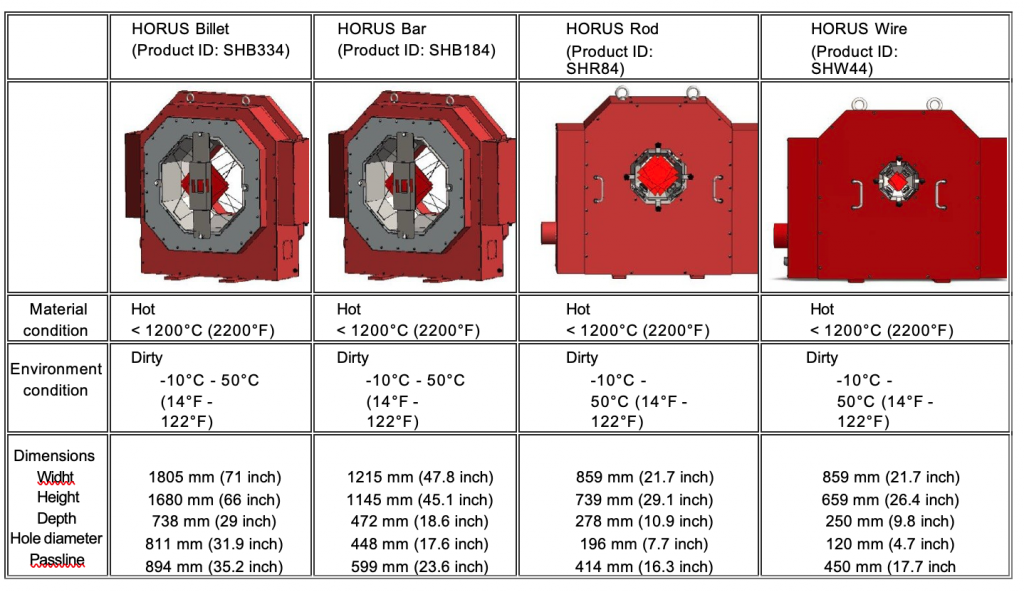
With HORUS, MetGauge provides a cost-efficient stationary optical measuring system for continuously testing the dimensional accuracy of coldly formed, thermally treated or hot rolled products of a cross-sectional size up to 300 mm (12 inch). The measurement range is up to 330 mm (13 inch). However, pass-line variations have to be considered. Diameter and roundness, width, height and other measurements on convex shapes (rounds, flats, squares, hexagonal) including reinforced bars with rib structures and L-shaped angles are performed online, results displayed and alarms set, in case the product exceeds its pre-defined tolerances. Product measurements from earlier productions can be accessed through an integrated database for a seamless documentation of product quality.
HORUS Wire can be applied to material temperatures of up to 1200°C (or 2200°F) and ambient temperatures between -10 – 50°C (14 – 122 °F). The integrated cooling/heating system keeps the sensor temperature constant, while very hot material runs through the gauge close to the sensors. Thanks to this early quality control, steel mills can find root causes for defects and implement suitable corrective measures much earlier, reducing their reject rate and associated cost.
HORUS Wire is ready for the use in hot rolling mills, wire or bar mills. The measurement area is a closed ring, allowing to move the gauge out of the line between 2 billets. One data set is collected over one billet and stored in the data base for later retrieval.
Measurements are carried out on a variety of features depending on the cross-section shape or contour of the product. The values are taken 1000 times per second and are compared against the allowed tolerances. The amount of raw data acquired by the sensors is quite big and would fill any reasonable size of mass storage within a short time. Therefore, an advanced filtering of these data is executed.
If the tolerance limit is exceeded, an alarm is generated and the complete contour is stored for further retrieval and analysis, otherwise a regular contour sample is taken, adjustable e.g., every 0.1 s, and stored. For special evaluations selected values, e.g., diameter or height and width, can be stored more often, adjustable up to for every scan, that means 1000 times per second.
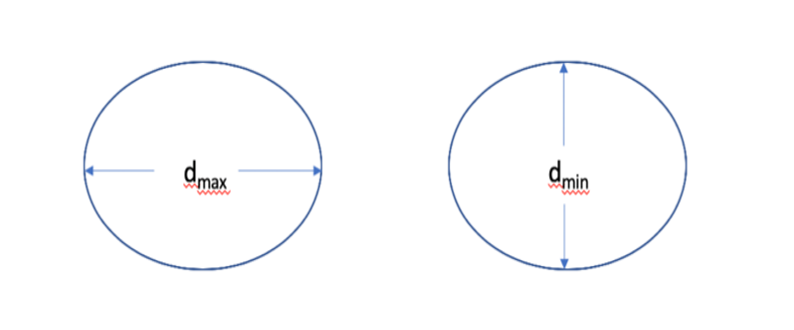
For round material, the diameter measurement is essential. HORUS Wire calculates the smallest and the biggest diameter, average and standard deviation as well as the roundness. Also, the angle, under which the smallest and the biggest diameter has been measured, can be calculated. Additionally, the cross-section area is evaluated for every scan, while the meter weight is calculated from the average cross-section area over a reference length (adjustable, usually 1 m).
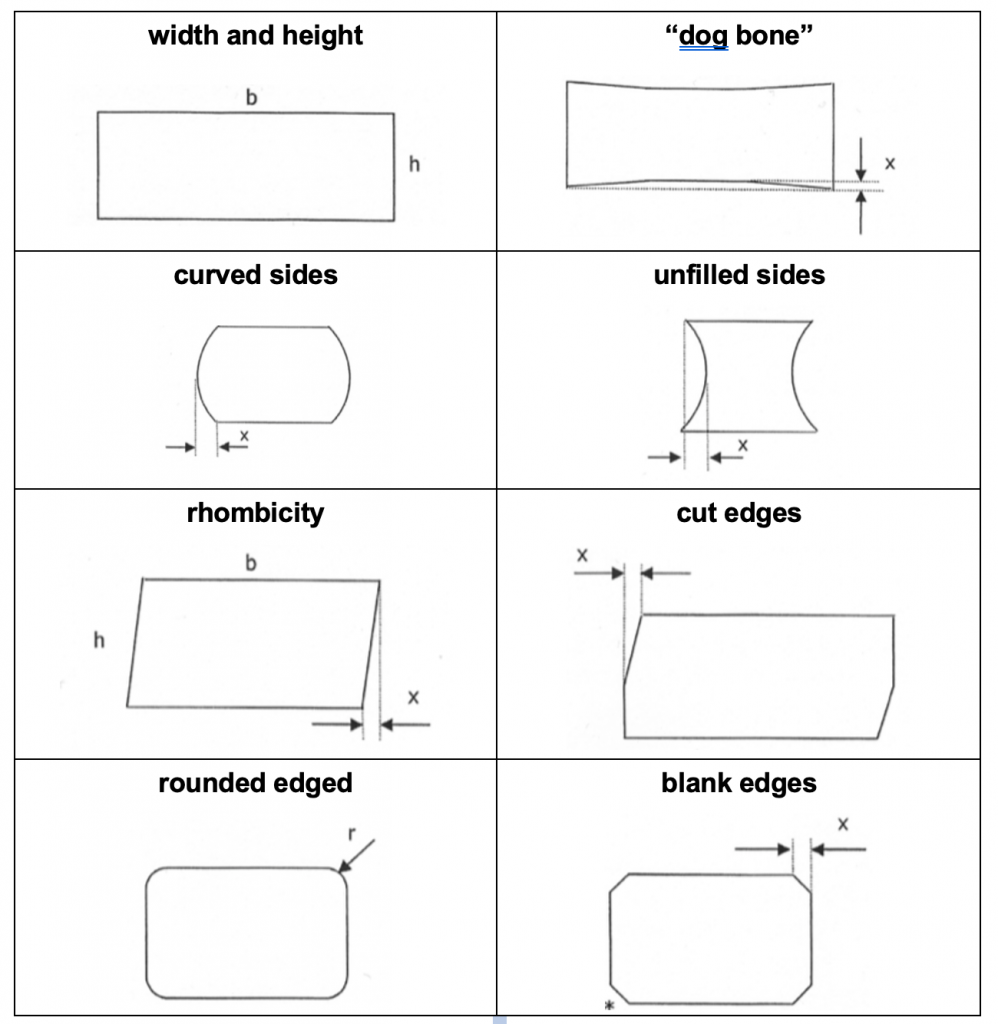
HORUS Wire measures the following features for rectangular shapes like squares and flats:
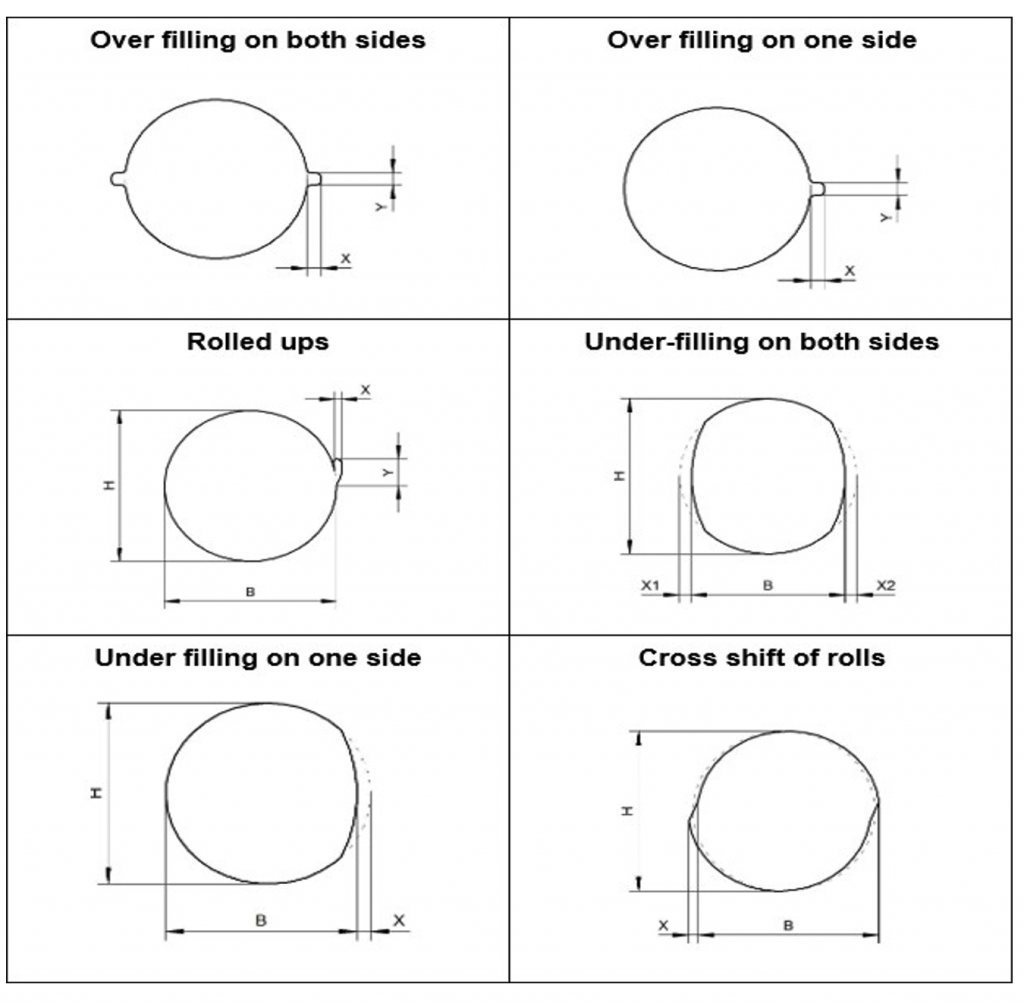
Examples of typical and recognizable rolling defects are:
The measurement area is a closed ring, allowing to move the gauge out of the line between 2 billets. One data set iscollected over one billet and stored in the data base for later retrieval.
Measurements are carried out on a variety of features depending on the cross-section shape or contour of the product. The values are taken 1000 times per second and are compared against the allowed tolerances. The amount of raw data acquired by the sensors is quite big and would fill any reasonable size of mass storage within ashort time. Therefore, an advanced filtering of these data is executed.
If the tolerance limit is exceeded, an alarm is generated and the complete contour is stored for further retrievaland analysis, otherwise a regular contour sample is taken, adjustable e.g., every 0.1 s, and stored. For specialevaluations selected values, e.g., diameter or height and width, can be stored more often, adjustable up to for every scan, that means 1000 times per second.
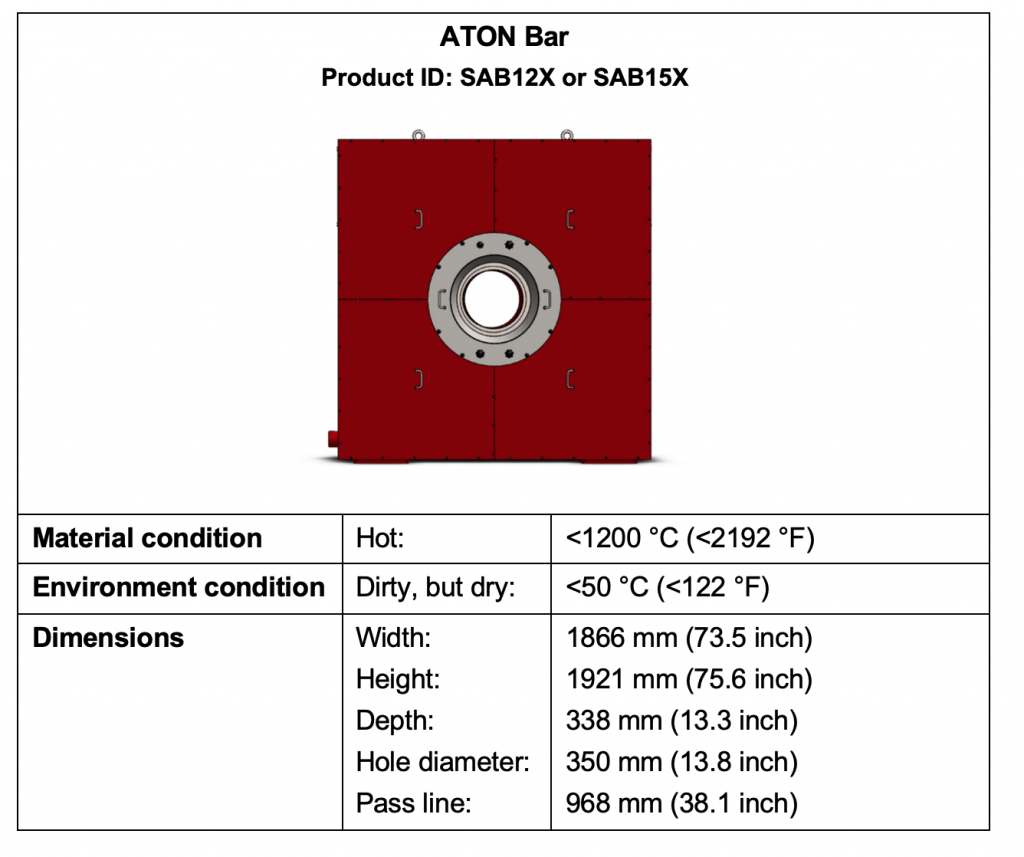
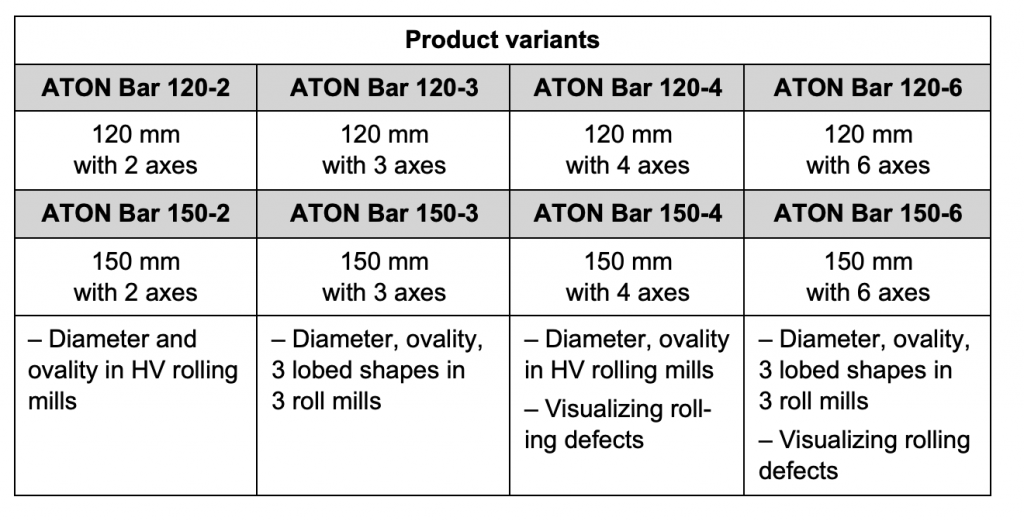
2-6-axes diameter gauge with measurement range 120/150 mm
The standard model ATON Bar is a bar and tube gauge for round profiles. It measures diameter and ovality with 2,3,4 or 6 axes shadow sensors, has a measurement range 120 mm and an accuracy of 15 µm. The 4 and 6 axes version can also visualize rolling defects such as roll shift, over and under fill. With the 3 and the 6 axes version the gauge can measure trilobed rounds, coming from 3-roll mills. The 6-axes version is also able to measure rebar structures with core diameter, rib height and meter weight.
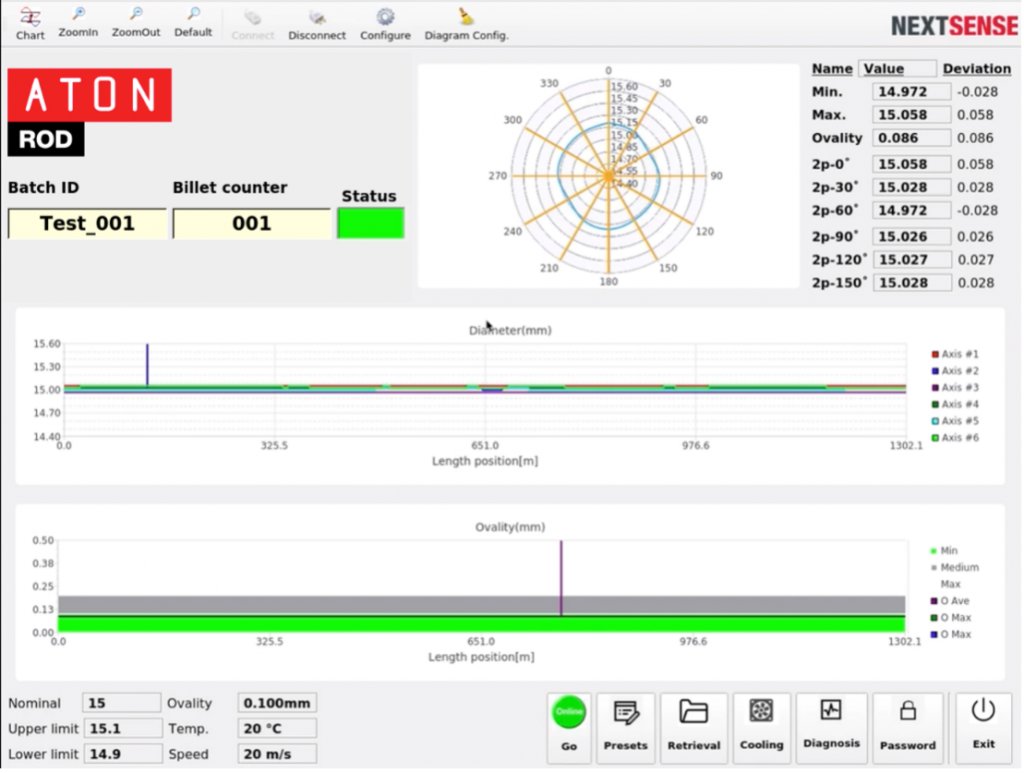
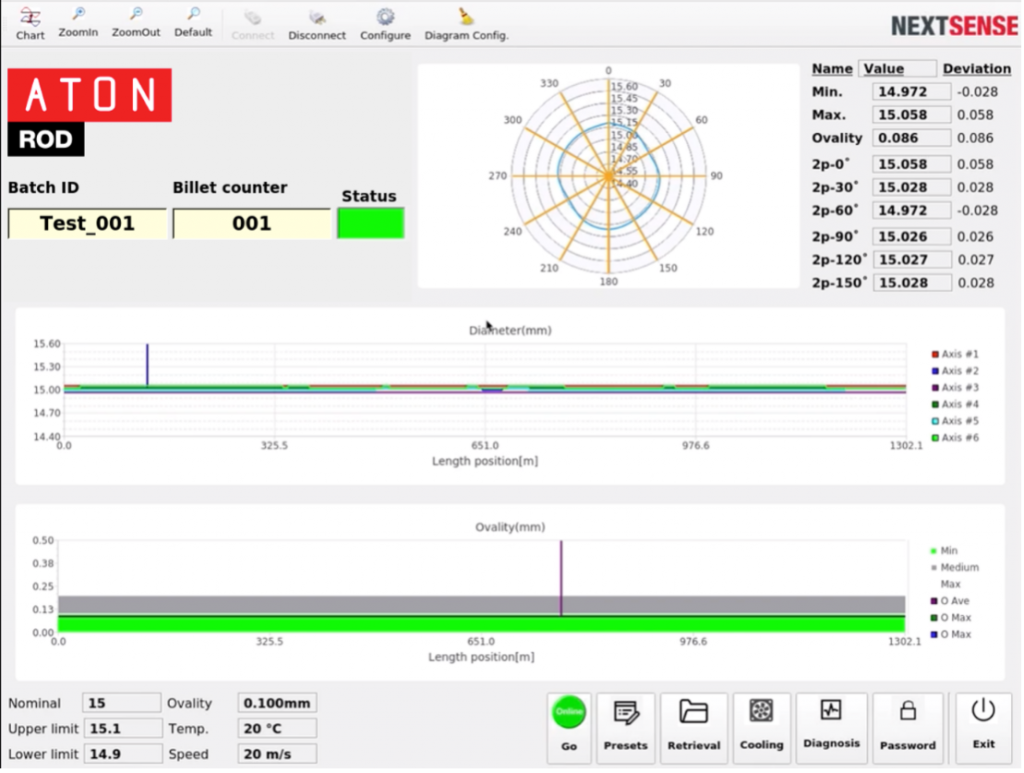
The ATON Bar software shows beside the current measured diameter values from the different axes a polar diagram of the interpolated cross section during the measurement. In a linear diagram, diameters from the different axes, minimum/maximum diameter and ovality are displayed over the length of the billet. The material temperature is also measured by a built-in pyrometer, in order to calculate the cold dimensions using the material’s shrinking coefficient. Rolling speed can be measured from a suitable analogue or digital speed signal.
Retrieval of historic data is possible by a finger click. A diagnosis screen informs about the health of the system. Remote access for maintenance or trouble shooting is possible through the network connection.
Benefit from higher yield and higher utilization by choosing an ATON Bar system. Choosing a sophisticated dimensional measurement system allows for maintaining dimensional accuracy over the entire coil length and enables you to take immediate corrective actions after the detection of deviations.
All housings of ATON Bar have active cooling and purge air. ATON Bar 120 is specified for material up to 100 mm (maximum pass line variation ±10 mm), ATON Bar 150 for material up to 130 mm (maximum pass line variation ±10 mm), both at up to 1200 °C. All versions of ATON Bar gauge can compensate the expansion of high temperature material using temperature data from an external pyrometer and calculation of the shrinking based on temperature coefficients provided by the customer.
Use cases:
Measurement at final stand for bar and tube mills
Measurement at intermediate stands in hot rolling mills
Peeling, grinding and polishing of bars and tubes
Jacketing by plastics extrusion for tubes
Hydraulic Extrusion in semi-hot stage
Continuous casting/rolling of copper rods
Limited to round / oval profiles and diameters of up to 100 / 130 mm.
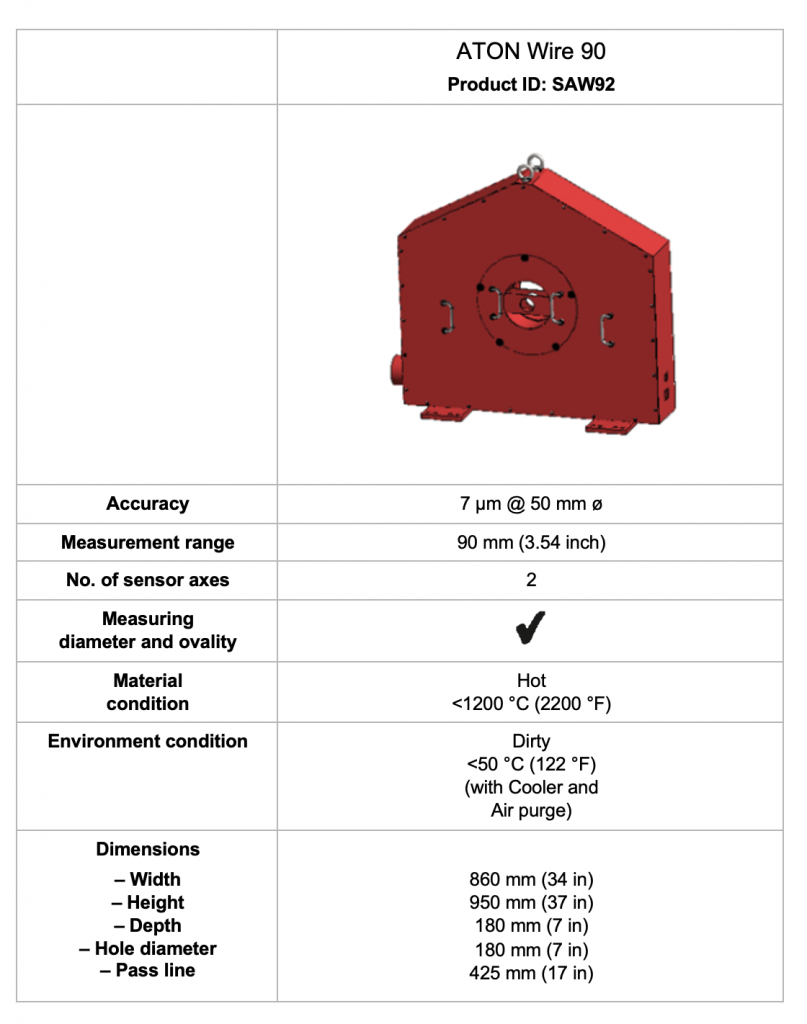
With ATON Wire 90, MetGauge provides a cost-efficient stationary optical measuring system for continuously testing the dimensional accuracy of coldly formed, thermally treated or hot rolled products up to Ø 80 mm (3.14 inch). With 2 axes, diameter and roundness measurements are performed online, displayed and with alarms created, if the product goes out of tolerance. Product measurements from earlier productions can be accessed through an integrated data base for a seamless documentation of product quality.
ATON Wire 90 can be applied to material temperatures of up to 1200 °C (2200 °F) and ambient temperatures of up to 50 °C (122 °F). This is achieved with an integrated cooling system that keeps the sensors cool, while very hot material is moving close to them. Due to the reasonable cost of ATON Wire gauges, it makes sense to also install them behind stands upstream. Thanks to this early quality control, steel mills can find root causes for defects and implement suitable corrective measures much earlier, reducing their reject rate and associated cost.
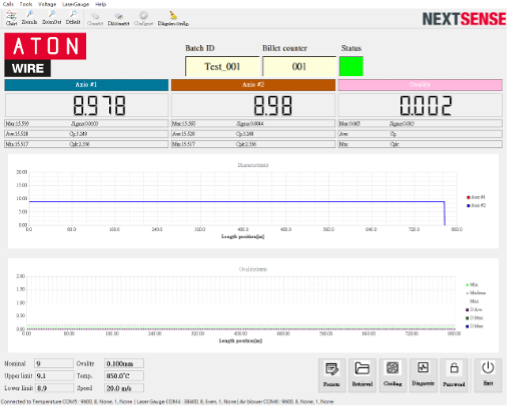
ATON Wire is a stationary dimensional measurement system for continuous monitoring of rolling and drawing mill production. To meet challenging return-of-investment requirements NEXTSENSE offers high accuracy at a reasonable price.
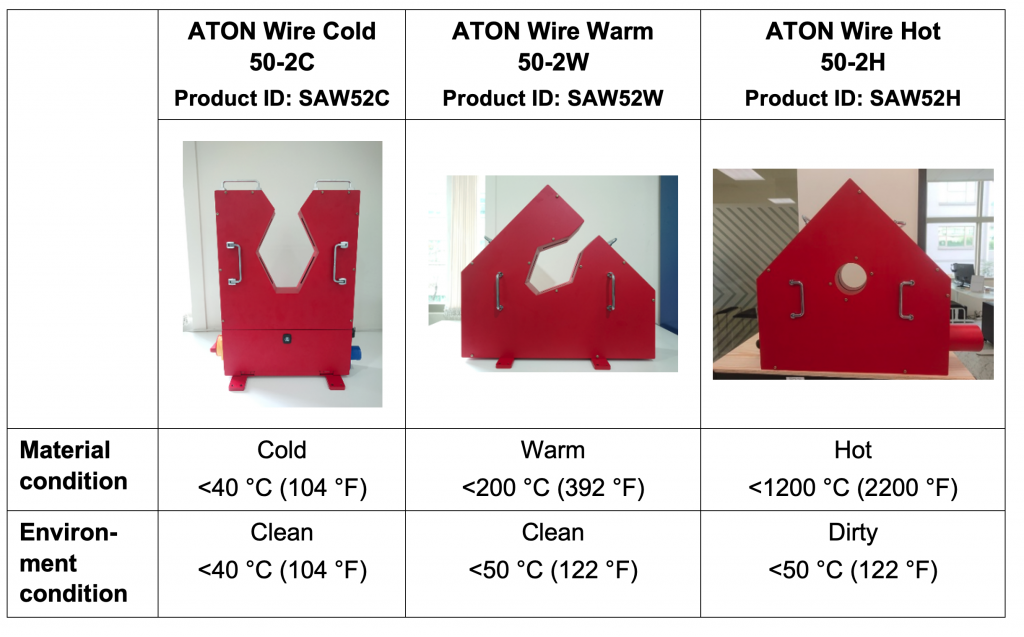
The ATON Wire gauges measure diameter and ovality of round profiles with a two-axes shadow sensor, a 60 mm (2.3 inch) measurement range and an accuracy of 5 µm. Depending on the material temperature and environment conditions you can choose between three product versions. The measurement system offers an online display of the results. In the top line the Batch ID and the billet or coil counter of this batch is shown. In the next line the current value of the two axes and the calculated ovality value is shown numerically in big digits. Under each of these numbers several statistical values based on the current coil are shown: Maximum, Average, Minimum, Standard Deviation, Cp and CpK.
Use cases for ATON Wire Cold:
Wire drawing
Cold rolling mills
Peeling, grinding and polishing of bars and wires
Use cases for ATON Wire Warm:
Wire drawing (especially in warmer environment)
Continuous wire annealing and pickling in drawing process (with wires having a higher temperature)
Cold rolling mills (with wires having a higher temperature)
Peeling, grinding and polishing of bars and wires (especially in warmer environment)
Jacketing by plastics extrusion for tubes (with plastic still warm)
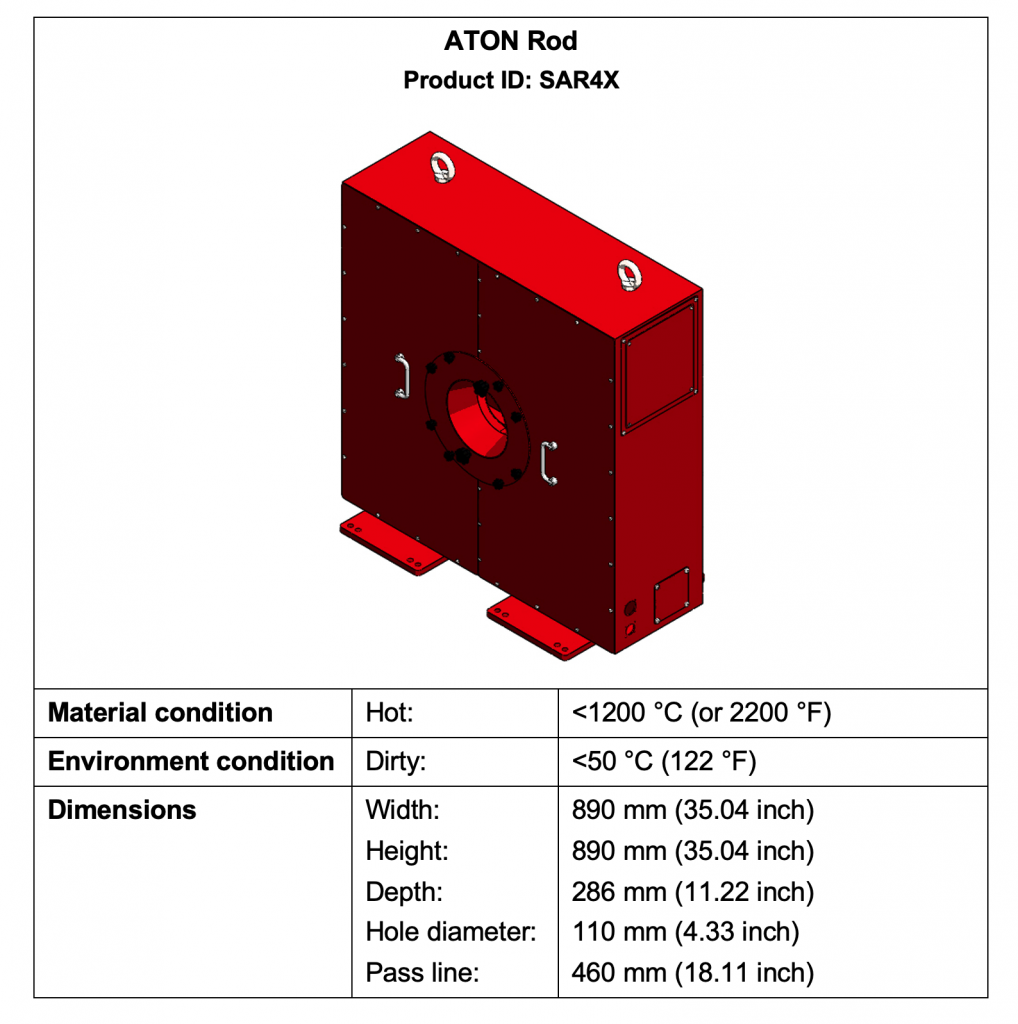
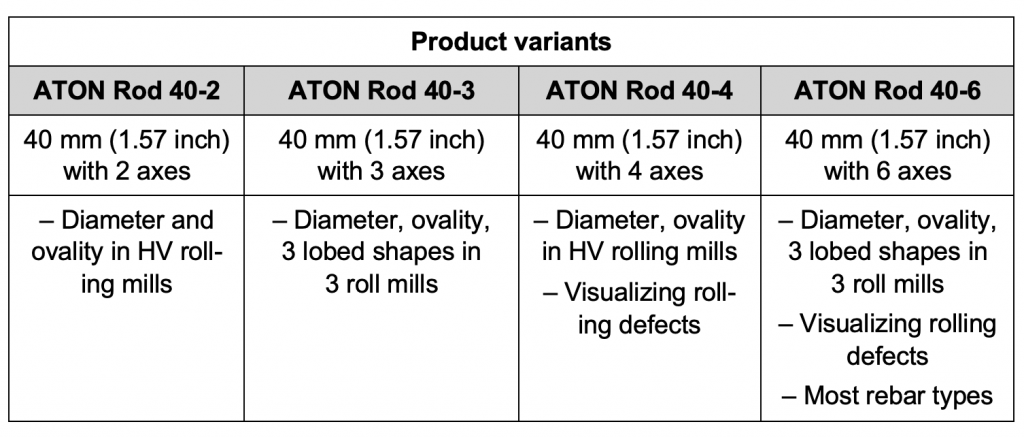
The standard model ATON Rod 40/50 is a wire, rod, bar and tube gauge for round profiles. It measures diameter and ovality with 2-, 3-, 4- or 6-axes shadow sensors, a measurement range 40/50 mm (or 1.57/1.97 inch) and an accuracy of 6 µm. The 4- and 6-axes version can also visualize rolling defects such as roll shift, overfill and underfill. With the 3- and the 6-axes version the gauge can measure trilobed rounds, coming from 3-roll mills. The 6-axes version is also able to measure rebar structures with core diameter, rib height and meter weight.
All housings of ATON Rod have active cooling and purge air. ATON Rod 40 is specified for material up to 30 mm or 1.18 inch (at a maximum pass line variation of ±5 mm or ±0.2 inch) at 1200 °C (or 2200 °F). All versions of ATON Rod gauge can compensate the expansion of high temperature material using a built-in pyrometer and calculation of the shrinking based on temperature coefficients provided by the customer.
Use cases:
Measurement at final stand for low throughput mills
Measurement at intermediate stands in hot rolling mills
Peeling, grinding and polishing of bars and tubes
Jacketing by plastics extrusion for tubes
Hydraulic extrusion in semi-hot stage
Continuous casting/rolling of copper rods
Limited to round profiles, reinforced bars and diameters of up to 30/40 mm or 1.18/1.57 inch.
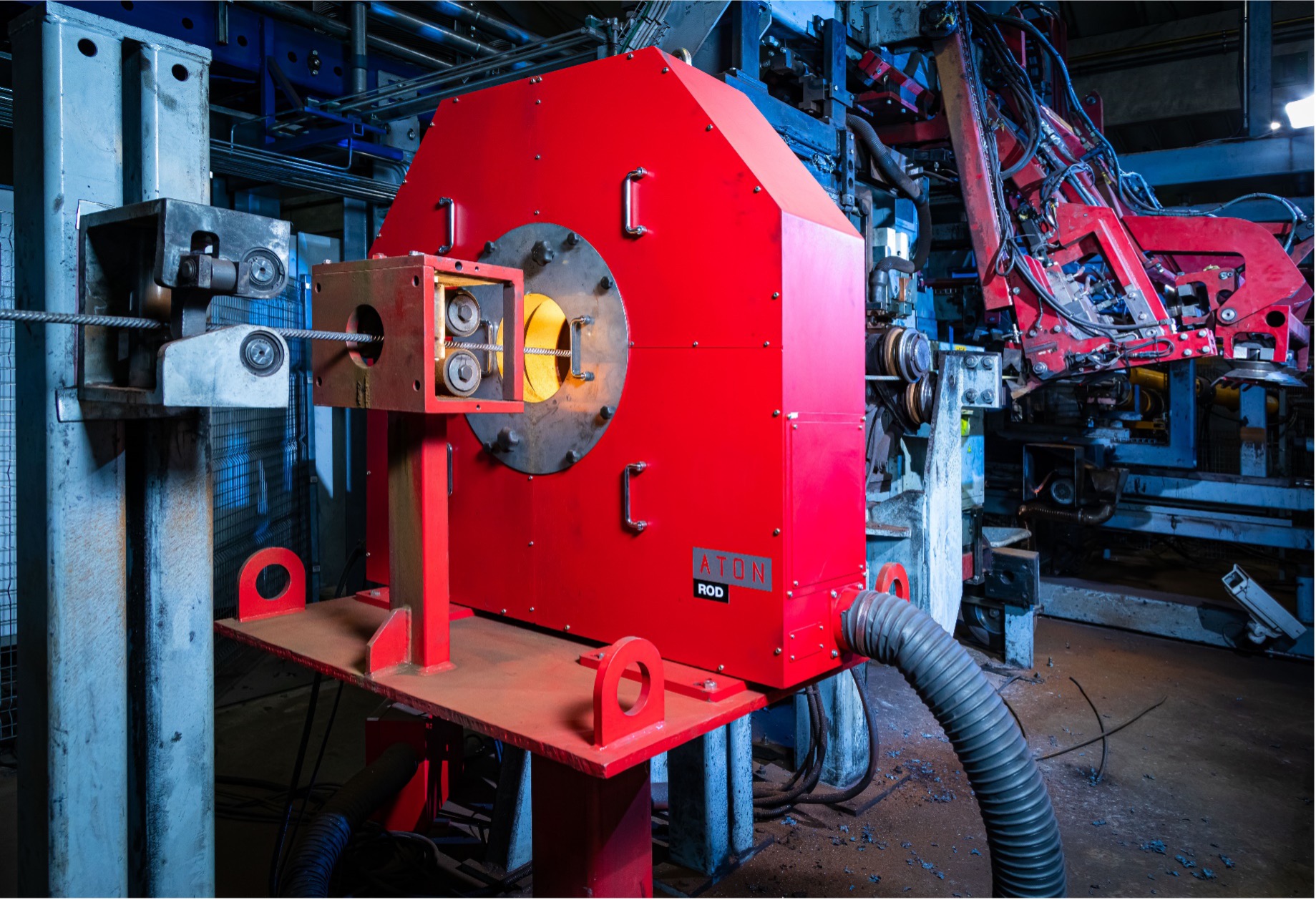
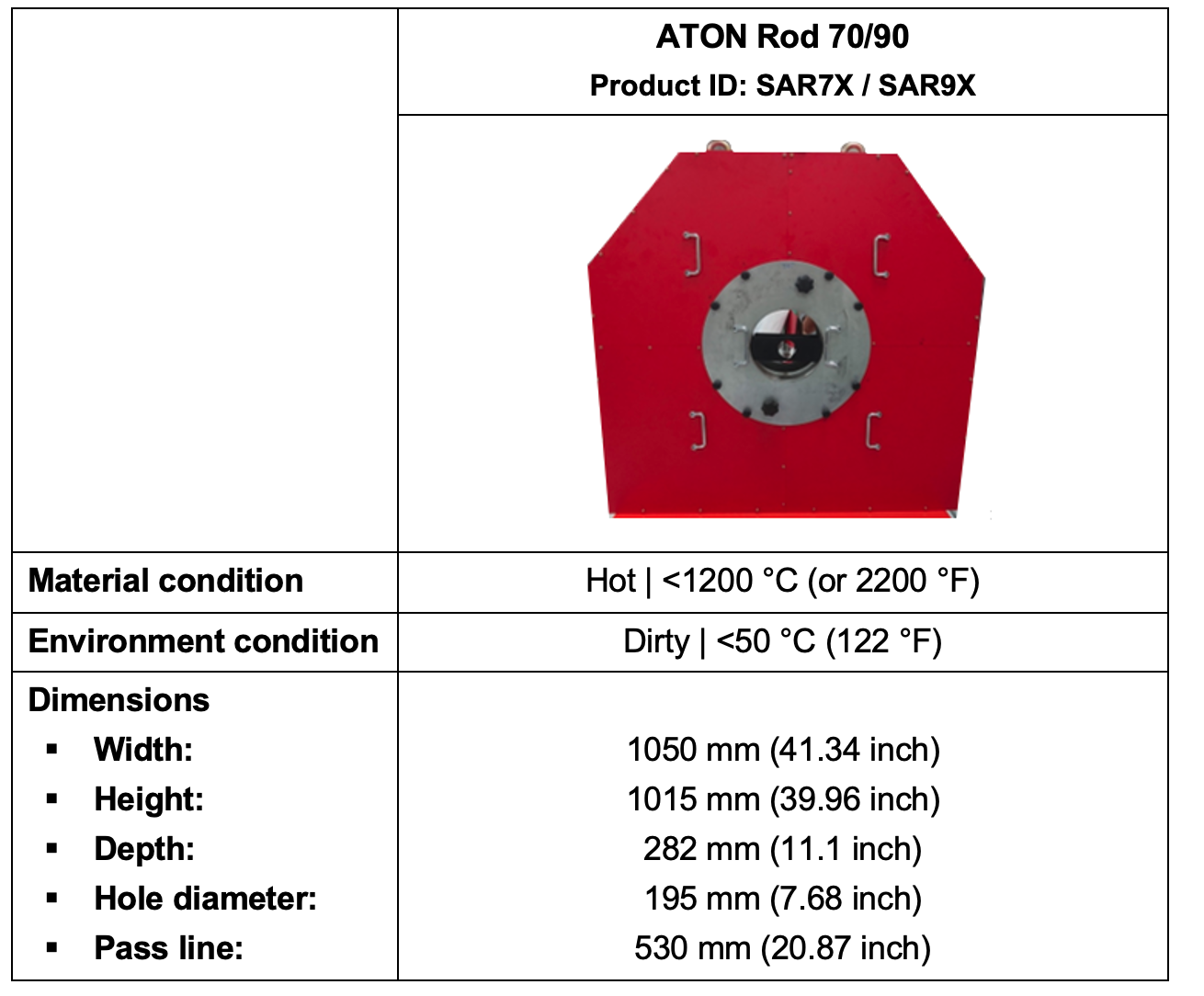
2-6 axes diameter gauge with 70/90 mm measurement range
With ATON Rod 70 / 90, NEXTSENSE provides a cost-efficient stationary optical measuring system for continuously testing the dimensional accuracy of coldly formed, thermally treated or hot rolled products up to Ø 60 mm (2.36 inch). The measurement range is 70 mm (2.75 inch) / 90 mm (3.54 inch). However, pass-line variations have to be considered. With 2, 3, 4 or 6 axes, diameter and roundness measurements are performed online, results displayed, and alarms set, in case the product exceeds its pre-defined tolerances. Product measurements from earlier productions can be accessed through an integrated database for a seamless
ATON Rod 70 / 90 can be applied to material temperatures of up to 1200 °C (or 2200 °F) and ambient temperatures of up to 50 °C (122 °F). The integrated cooling system keeps the sensors cool, while very hot material runs through the gauge close to the sensors. Thanks to this early quality control, steel mills can find root causes for defects and implement suitable corrective measures much earlier, reducing their reject rate and associated cost.
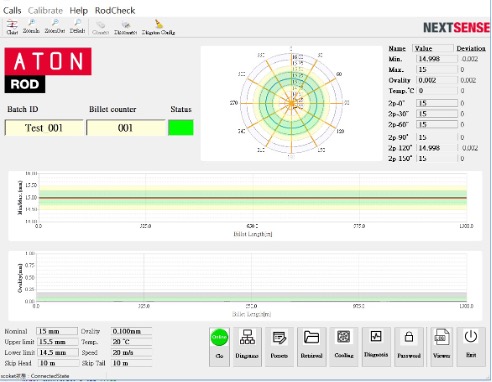
ATON Rod 70 comes with a computer that is connected with the measurement frame by an Ethernet cable. Thus, the operator can place the computer in a pulpit up to 100 m (320 feet) away from the measurement location. Using standard optical fibre connection, the computer can be positioned even further away. Alternatively, the computer with an integrated display can also be mounted close to the production line.
ATON Rod offers an online display of the measured profiles on the operator screen as the main display. When material is inside the gauge, an online screen shows all important information during the processing of one lot (coil or billet).